.svg)
.svg)
.svg)
.svg)
.svg)
 Dairy Powder
Dairy Powder  Creamer
Creamer  Butter
Butter  Cream
Cream  Milk
Milk  Cheese
Cheese Factors Affecting the Rehydration of Milk Powders
Rehydration of Milk Powder depends on many factors such as particle size, density, porosity, attrition, humidity, and temperature.
Rehydration of Milk Powder
The rehydratability of a powder in water is an essential property of milk powders for the consumer. The stages of the reconstitution of powders can generally be categorized into wetting, sinking, dispersing, and complete dissolution. There are four parameters pertaining to reconstitution: wetting, the penetration of the liquid into the powder, sinking of the powder particles into the liquid, dispersion of the powder particles, and dissolving of the particles in the case of soluble particles.
The definition of wettability of a powder is the time required to achieve complete wetting of a specified amount of powder when it is poured into the water at a specified temperature. Sometimes the term sinking is included in this feature, which means the capacity of the powder to be immersed in water after being wet. The wettability of commercial milk powders usually varies between 24 seconds for skim milk powder and 120 seconds for whole milk powder. The dispersion of commercial milk powder also varies between 90% for WMP and 95% for SMP. The wettability of powders indicates a molecular interaction between the solid phase and water. And it is generally considered as the ability of powder particles to overcome the surface tension caused by water.

Dispersibility represents the ability of a powder to separate into individual particles when dispersed in water with gentle mixing. A powder sample of known water content is evenly spread on the surface of 25°C water. The mixture is stirred manually for a short time and part of the mixture is filtered through a sieve. The total solids content of the collected liquid is determined. Dispersibility is calculated from the mass of the test portion and the values for water content and total solids.
The Solubility Index provides an overall measurement of the ability of a powder to dissolve in water. It is defined as the volume of sediments in ml after centrifuging. The powder is dissolved in water at a certain temperature and centrifuged. The supernatant is removed and replaced by water and is centrifuged again before reading the volume of insoluble residue. The schematic of powder reconstitution is shown in the figure below.
.png)
Factors that affect reconstitution include particle surface, particle size and size distribution, density, porosity (the amount of empty space inside the particle), surface active agent, particle hardness, attrition, humidity, temperature, fat and protein content, homogenization, drying method (roller or spray), different settings in the spray dryer (nozzle air pressure, rotation speed, ...), proper sieving and agglomeration method which is briefly explained below.
Particle size:
General methods of measuring milk powder include a microscope, image analysis, sieve, and light scattering. Generally, liquid milk particles are usually less than 2-3 µm in size. Powdered milk particles are about 40 to 100 times more than this size, with the average size ranging from 100 micrometers to 250 micrometers. According to the test, the D50 of whole milk powder is in the range of 142 µm to 149 µm, and the D50 of skim milk powder is in the range of 121 µm to 126 µm. This determines that the average particle size of whole milk powder is larger than the skimmed one. (Particle agglomerates with larger diameters are easily aggregated on the surface of casein particles due to fat particles in high-fat milk powders)
(D50 is referred to as median particle diameter or median particle size. For example, for a powder sample with D50 = 5μm, it means that 50% of the particles are larger than 5μm and 50% of the particles are smaller than 5μm.)
Large particles and agglomerates usually have an average diameter in the range of 200-500 µm. Fine or small particles are associated with a diameter of less than 125 µm. If the particle size is between 150 and 200 micrometers, it is shown to be the best for reconstitution. A particle size of 200 microns indicates optimal dispersion and absorption.
Particle size means the diameter (in millimeters) of a particle, usually measured by sieving methods. Particle size is usually expressed in micrometers (microns). The most advanced technique for particle size analysis is the laser diffraction system. For measuring particles, the system fires a laser at individual particles to calculate the size of the particles. The average particle size (average value of cumulative distribution) varied from 85 µm for regular SMPs to 230-250 µm for FFMPs. SMPs are more dispersed in the air (18-20%) than fat-containing powders (7-11%).
Particle size and particle morphology affect dispersion. The smaller the size of the particles or the higher the percentage of fine particles (of course, in a certain proportion), the flowability, dispersion, and wetting time become worse and longer. Powders with particle sizes larger than 200 microns are generally assumed to flow freely, while fine powders are subject to cohesion and are more difficult to flow due to their higher resistance.
Agglomeration:
The purpose of agglomeration is the joining of small particles to form larger particles. All agglomerated powders presented higher average particle sizes compared to non-agglomerated (regular) powder. If the powder is too fine, a lump will form which will slow down the dissolution rate. Agglomeration changes the porosity of the powders and accelerates the penetration of water into the granules.
In order to agglomerate the particles, we have to increase the fine particles, which are between 30 - 50 microns, to 150 - 200 to improve all the characteristics of flowability, dispersion, and wettability and to reduce dust pollution. Granulation or agglomeration increases the dispersion of powder from 41 to 62% in rewetting conditions (granulation increases dispersion, flowability, and wettability).
Porosity:
Fine-grained materials have more porosity than similar poorly-grained materials. According to the below picture small particles in poorly-grained materials fill the space between large particles. This issue causes a drastic reduction in porosity and hydraulic conductivity. (The black color represents solid materials and the white color represents empty space)
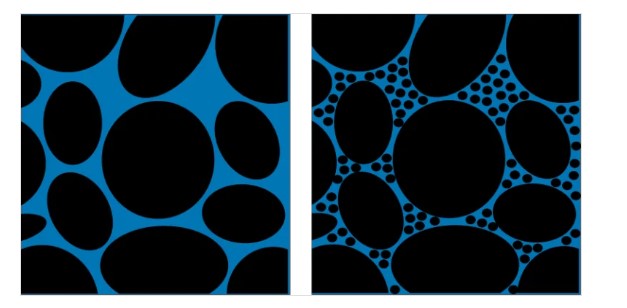
Large pore size and increased porosity improve wettability, as well as surface-free fat and reduction of interstitial air volume (porosity) limit and slow down the regeneration process of milk powder in water.
Protein:
Protein powders typically have poor rehydration and dispersing properties compared to other milk powders.
High-protein dairy powders, such as isolates, generally have poor flowability due to their cohesive nature, making further processing of these powders challenging for manufacturers and end consumers.
In "The Effect of Fat and Protein on the Dispersion of Milk Powder" learn more about the effect of protein on the dispersion of milk powder and how it works.
carbohydrate:
Those products with higher carbohydrates are better wetted, which means they need less time to soak in water.
Temperature:
As the temperature increased, the dispersion improved. It was observed that water temperature at 60°C compared to 40°C and 24°C gives better dispersion results. Also, the solubility of proteins in a milk powder may vary depending on the temperature at which the powder is reconstituted higher temperatures yield greater solubility.
Fat:
A series of tests have shown that the solubility of skim milk powder is better than the full-fat one due to less dispersion of fat in water. Of course, it also depends on conditions such as the type of milk powder, spray dryer parameters, temperature, humidity, and other factors.
Density:
The finer the particles, the higher the loose bulk density and tapped bulk density. The loose density of full-fat dry milk is lower than the skim one. It is clear that all samples of coarse particles have the lowest bulk density, while all samples of fine particles show the highest bulk density. The main reason is that the coarse particles are more irregular than medium and fine particles, while fine particles are the most spherical, and spherical particles lead to higher bulk density due to low interstitial air content, while irregular particles cause the bulk density becomes less. It was concluded that the maximum solubility by dispersion can be obtained only with milk powders with a bulk density of less than 0.4 g/ml. Higher bulk density results in lower dispersion.
Humidity:
Moisture content is also a common factor in flowability, storage, and quality issues. Moisture levels are controlled throughout the process (milk solids lose their solubility quickly if their moisture content is between 15 and 38 percent). Moisture content in full-fat milk powder is lower than skim one. If the humidity is high, the stickiness of the particles will increase and it will cause them to stick together tightly and create a lumpy state, and as a result, the solubility will decrease. High humidity makes the shape of the cluster compact, but less humidity causes loose grapes. The moisture level should be maintained so that the shape of the powders is granular.
Drying method:
The solubility of spray-dried skimmed milk powder (SMP), whole milk powder (WMP), and partially skimmed milk powder (PSMP) is usually more than 99%, while for roller-dried milk powder is usually less (about 85%). The shape and size of the particles depend on the drying system and the milling operation. The powder particles dried by spray drying are spherical with diameters between 10 and 250 microns and mostly depend on the properties of the nozzle. On the other hand, powders produced by roller drying have a compact structure, irregular shape, and no blocked air, and the final dimensions of the particles depend more on the milling operation. The size and distribution of spray-dried product droplets strongly depend on the type of nozzle used to nebulize the milk. Roller-dried powder tends to have a larger average particle size of about 150 microns and a low vacuole volume, while spray-dried powder has a smaller particle size of about 70 microns and a high vacuole volume.
Homogenization:
Proper homogenization is essential to break down large fat particles during the production process. On the one hand, a significant amount of fat particles binds to the outer layers of protein particles and forms larger aggregates. If the fat particles are not homogeneous enough, the stability and flowability of the powdered milk are limited. In contrast, excessive homogenization leads to a significant increase in the specific surface area of fat particles, which leads to the flocculation of milk powder or accelerates the oxidation of fat, thus reducing the taste and stability of the product. Therefore, continuous monitoring of milk powder particle size change is an important part of the production process.
Attrition:
The potential for attrition depends on the chemical composition of the material as well as the strength and shape of its particles. Round particles have less attrition than jagged irregular particles, which edges are prone to breakage.
Read More: 2024 Insights on Dairy and Milk Powder Prices, Exports, and Trade Flows
|
Towards a better control of dairy powder rehydration processes, B. Richard, J.F. Le Page,2013 |
|
Physical and rehydration properties of milk protein concentrates: comparison of spray-dried and extrusion-personified powders, Jean-Marie Bouvier, Maxime Collado, Darren Gardiner, Maxwell Scott, Pierre Schuck, 2015 |
|
PARTICLE SIZE DISTRIBUTION APPLIED TO MILK POWDER REHYDRATION, Júlia d’Almeida FrancisquiniEvandro MartinsIsis Rodrigues Toledo RenheLuiz Fernando Cappa de Oliveira, 2020 |
|
Impact of formulation on reconstitution and flowability of spray-dried milk powders, Tristan Fournaise, Jennifer Burgain, Carole Perroud, Joël Scher, Claire Gaiani, Jérémy Petit, 2020 |
|
Agglomeration during spray drying: Physical and rehydration properties of whole milk/sugar mixture powders, S.Chever, S.Méjean, A.Dolivet, F.Mei, R.Jeantet, P.Schuck, 2017 |
|
hal.archives-ouvertes.fr/hal-01547541/file/Mathieu%20Person%20-%20Oral%20presentation%20EuroDrying%202017_%7BE34CC9BE-383B-435C-ADFE-759FA737D812%7D.pdf |
|
#milkpowderreconstitution #milkpowdersolubility #chaltafarmmilkpowder |
Related Blogs
.webp)


.jpg)
